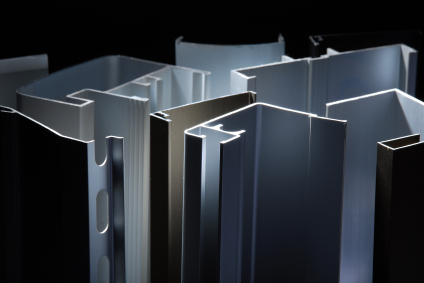
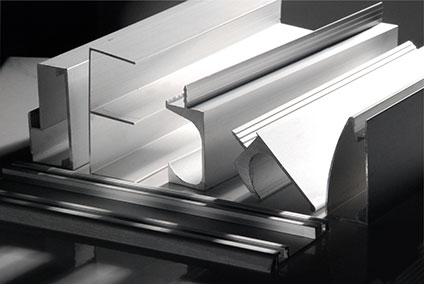
At Getec, we specialize in aluminum production of 5000, 6000, and 7000 series aluminum alloys, using our 11 extrusion presses which range in tonnage with diameters of less than 2″ up to 20″.
What makes Getec’s aluminum extrusion services so good? We can extrude aluminum shapes that no one else can and deliver these shapes faster than our competition.
 |
 |
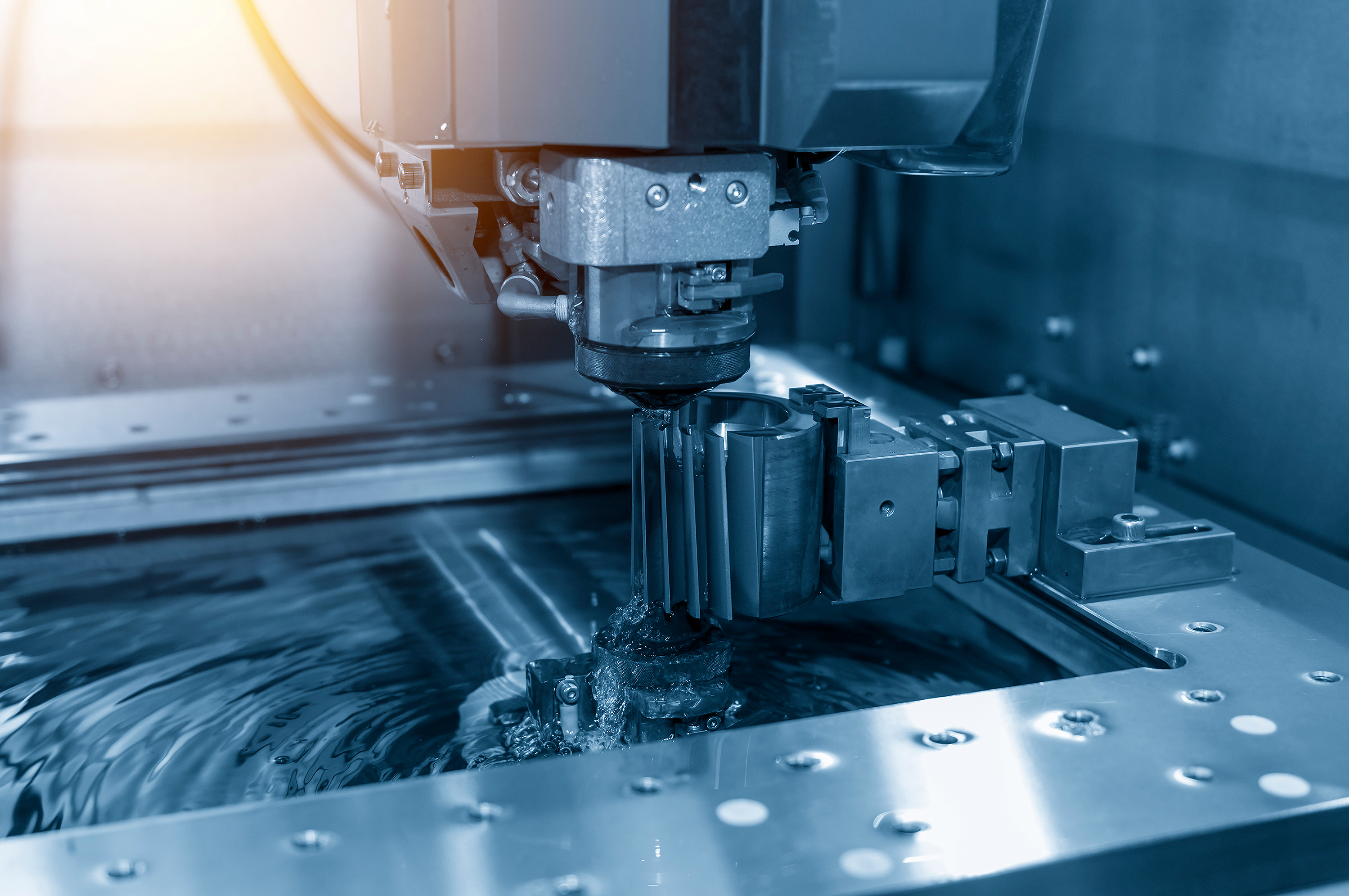
Getec features 16-wire CNC EDM machines that interface with the latest CAD/CAM engineering software. In addition, our Aluminum Extrusion Division employs top-notch engineers dedicated to our quality processes. They work with you to fix die problems on the fly and oversee the extrusion process to ensure that you receive the highest quality and the fastest lead times in the business.

In addition, Getec Industrial fabricates all of our extrusion dies for our customers on-site. Unlike other aluminum extrusion companies, there is no waiting while shipping it to the die manufacturer, waiting for them to machine it and ship it back.
This also allows us to make changes to your manufactured die if the initial run doesn’t meet your expectations without the lag time of shipping it back and forth to the die manufacturer for rework. Giving you the ability to produce a better aluminum extrusion product in a fraction of the time it would take for one of our competitors.
From the inception of your extrusion design to the completed turnkey product, our aluminum extrusion specialists provide expertise on everything from cost-saving ideas to the increased thermal performance of your product’s design.
Call us at 888-999-8499, email us at sales@getecna.com or complete our simple online contact form to find out how Getec can help with your aluminum heat sink design.